


abs注塑模具的注射工藝相關參數主要包括ABS材料的干燥、注射溫度、注射壓力、注射速度、模具溫度、料量控制等。下面我們來對abs注塑模具的注射工藝相關參數進行詳細分析。
1、abs注塑模具ABS材料的干燥
水汽的存在會導致制件表面出現霧斑點、泡帶、銀絲,因此在加工前必須進行充分的干燥和預熱,最好將機臺的料斗改裝成熱風料斗。
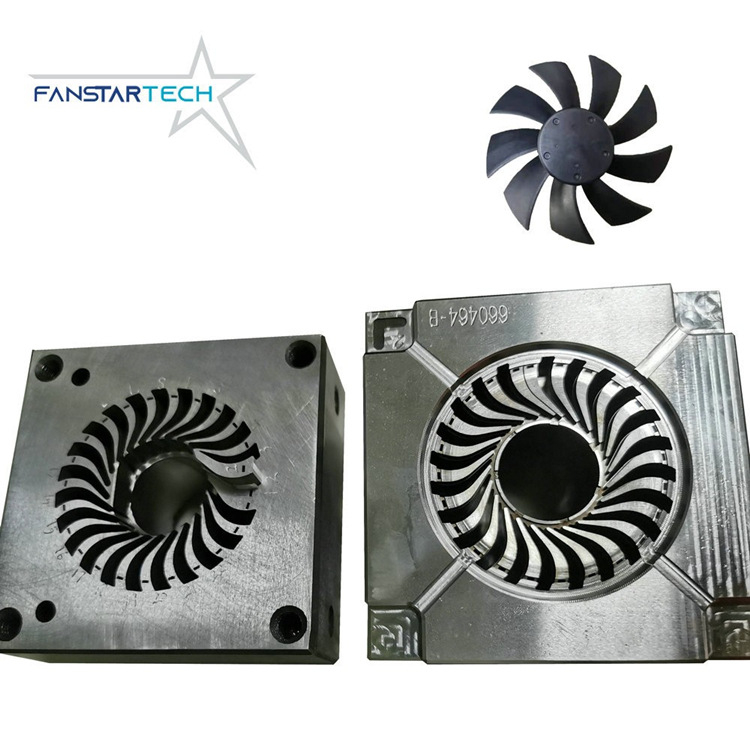
范仕達abs注塑模具
2、abs注塑模具注射溫度
ABS塑料適宜加工的溫度范圍在220-250℃,由于ABS的加工溫度較高,對各種工藝因素的變化很敏感,所以不可盲目升溫,料筒前端和噴嘴部分的溫度控制十分重要。
3、注射壓力
ABS一般采用較高的注射壓力,個別采用低壓注射,比如小型、構造簡單。厚度大的制件可以用低壓力注射。注射過大或者過小都會對塑料質量產生不好的影響。

范仕達abs注塑模具
4、abs注塑模具注射速度
ABS料一般采用中等注射速度,在生產薄壁或者復雜制件的時候還是必須保證足夠高的注射速度。注射速度具體情況具體分析,還是要結合加工的實際情況去選擇。
ABS塑料應用十分廣泛,其具有抗沖擊性、耐熱性、耐低溫性等特點,國內abs注塑模具的注射工藝以及模具設計也越來越成熟,將更加推動ABS塑料制品的發展。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


