
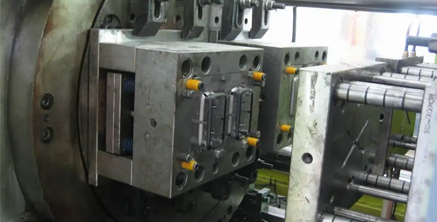
注塑模具由動模和定模兩部分組成,動模安裝在注射成型機的移動模板上,定模安裝在注射成型機的固定模板上。 注射模具在工作過程中,固定和移動模具可能發生偏移,最終導致導柱表面粗糙和損壞。當情況嚴重時,導柱會彎曲或切斷,甚至無法打開模具。
新型注塑成型耐高溫材料PEEK是具有特性的是結晶型聚合物,熔點為334℃,可在220℃下連續使用,加入30%玻璃纖維增強后,可在310℃下連續使用。下面小編將從其物化性能、注塑工藝以及主要特征作詳細介紹。
部分注塑模具成型制品脆性是由內應力引起的,一般來說,成型制品發脆通常都是注塑模具、設備、工藝以及注塑成品設計中某一個環節出了問題。比如選擇設計良好的螺桿,使塑化時溫度分配更加均勻;如果材料溫度不均,在局部容易積聚過多熱量,導致材料的降解。下面就針對各個環節做詳細的分析。
注塑模具先慢后快注射,即注射到某個設定的位置時轉入二級快速注射,兩者切換點的位置通常設在剛開始射入型腔時的充填前期。下面小編將詳細介紹注塑模具先慢后快注射法及其應用。

注塑模具正常磨損分為初期磨損和定常磨損,可以通過更換新零部件來預先防止模具出現故障或問題;異常磨損是指并非正常磨損的磨損現象,異常磨損可分為以下5種典型類型。
注塑模具如何實現成型制品完美紋理,要實現完美的紋路必須確保紋理的連續性、確保無瑕疵的雕刻、確保紋理細節得到細致以及合理的曲線控制。下面小編將對注塑模具如何實現成型制品完美紋理做詳細說明。
對于注塑件來說保證其外觀品質是十分重要的一個方面,實現很好的外觀質量是每個注塑加工廠家都要注意的一個問題。注塑模具成型制品外觀影響因素有注塑模具零件的幾何形狀、注塑成型樹脂原料的選擇以及注塑模具結構設計。
注塑模具樹脂件成型缺陷主要有縮痕、毛刺、焊接線以及空隙等,會導致各種問題的產生比如機械運轉不良、機構運轉不良、零件破壞以及零件強度降低等。下面小編將對注塑模具樹脂件成型缺陷與產品故障的關系作詳細的描述。
注塑模具成型材料POM樹脂是均聚物和共聚物在強度、耐熱性、成型條件等方面存在差異。POM樹脂是一種工程塑料,由于結晶度高,因此具有良好的強度和耐熱性。

注塑模具如何通過保養來延長使用壽命呢,主要是通過裝模時的維護和保養、生產中的保養、生產后的保養、使用過程中的保養以及長期存放的保養這幾個方面入手。以下小編將對不同時期注塑模具的保養應該做點什么作詳細的說明。

注塑模具設計的過程中,經常會采用小澆口設計,采用小澆口成型時因增大流動阻力所引起的壓力下降,可在一定的范圍內用提高注射壓力的方法來補償。根據多年的注塑模具經驗,注塑模具采用小澆口設計有以下優點,小編將對每個優點進行一一闡述。

當遇上厚大注塑制品比較嚴重的縮水問題時,在常用的原料中,由于冷卻速度快,PC料的縮孔問題可謂難解決,PP料的縮凹和縮孔問題也是比較難處理的。厚壁注塑制品縮水不良的問題是注塑行業中經常會遇到的問題,針對這一問題我們根據經驗做了一套解決方案,希望可以幫助到大家。


 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


