


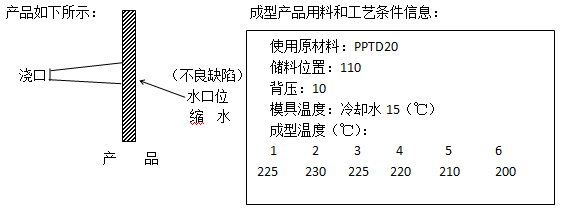
對于平板產品,動模為產品正面,定模為產品反面。成型后,產品正面水口位、有縮水不良現象,產品結構不能變的情況下。
方法一:
工藝一和工藝二不同處:四段速度、位置、保壓壓力、速度、時間、射出時間、冷卻時間。
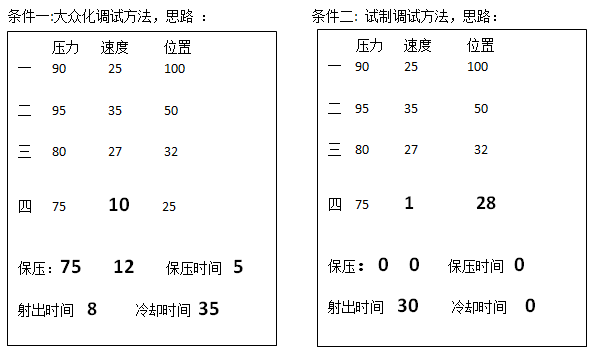
方法二:
提高背壓,在背壓反方向力的作用下,增加水口部位的填料,起到保壓作用,給澆口位置給個補充力,讓澆口位置飽滿些。來解決澆口位置縮水的問題。但此方法對PP料、PE料有一定作用。對于一些工程硬料,相對起不到作用
三、常用方法:
平板類產品,中間進膠,澆口對應的反面位置有縮水缺陷,常用注塑工藝調試方法有:
1、增加保壓時間,提高保壓壓力及保壓速度,增加料量充填,改善縮水。
2、降低料溫,減小冷卻過程中的、后收縮率。
3、提高料溫,以免澆口熔料遇冷,短時間內固化,保壓壓力起不到作用。
4、降低動模模溫,減小產品冷卻時、導致的收縮,出現的縮水現象。
5、提升定模溫度,以免澆口遇冷,保壓壓力起不到作用。
五、模具方面:
1、冷卻水不通,模溫偏高,導致縮水。改變水路連接方法,調低凍水機溫度。模具維修,使模具水路暢通。
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


